The Laser Balancing Process
In principle rotors are balanced by gating an ablating laser on to the rotor during rotation. The system measures balance using very sensitive accelerometers mounted on to a custom balancing jig made to suit the current rotor being balanced.
Repeatable G0.4 measurements are made by the control software even when the off frequency noise is many times larger than the balance signal at rotational frequency. The process is iterative, with each loop of the process getting closer to balance.
Each firing solution is calculated based on freshly sampled data from one or two correction planes. FFT plots are calculated for every block of data collected so users can keep a track of system vibration during balance.
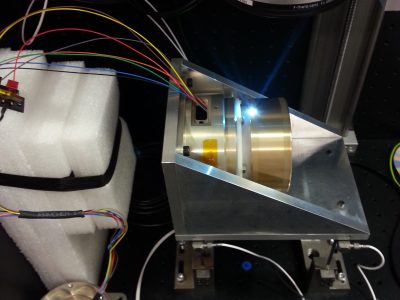
Ablation and balance timing is controlled by either an optical pickup triggered by a marker pen line made on the rotor, or alternatively the system can accept a 1 pulse per rev signal from the customer rotor drive electronics. Laser ablation target points are controlled using a galvanometer scanner which steers the beam in X and Y.
Ablation width can easily be controlled to suit almost any rotor. Scanned ablation is much cleaner and penetrates to a much shallower depth than traditional drilling or grind type balance corrections. Customers feedback has indicated this also effects surface windage resulting in lower motor drive currents.
Ablated material is ejected away from the ablation site and captured using a fume extraction nozzle.